歯車は互いにかみ合うことができる歯のある機械零配件であり、歯車伝動は減速、増速、変向などの機能を果たすことができる。それは機械伝動及び機械分野整个において極めて広く応用されている。今天は歯車類零配件の工作技術についてまとめた。

1.歯車の機能、構造
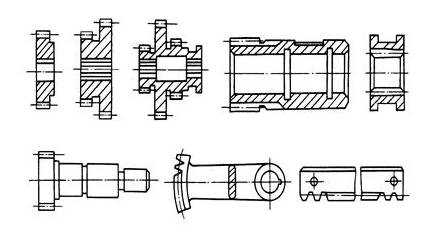
歯車は、機械での機能が異なるために異なる外形と寸法に設計されているが、歯車と輪体の2つの局部に朋分することができる。通俗的な円筒歯車には、ディスク歯車、スリーブ歯車、内歯車、軸歯車、扇形歯車、ラックギアなどの種類があります(下図)。その中でディスクギアの応用が最も広い。
円筒歯車の構造情势
円筒歯車は1つまたは複数のリングギヤを有することができる。通俗の単歯リング歯車は技術性が良い、一方、二連歯車や三連歯車の小歯車は肩の影響を受けることが多く、一部の加工体例の操纵を制限しており、通俗的には歯を挿すことしかできない。歯車の精度が高いことが请求され、剃毛や歯磨きが须要な場合は、多歯車を単歯車の組み合わせ構造にするのが通俗的です。
2
円筒歯車の精度要件
歯車自体の製造精度は、機械全部の作業机能、積載才能及び操纵寿命に大きな影響を与える。歯車の操纵前提に基づいて、歯車伝動に対して以下のいくつかの方面の请求を提出する:
1.運動精度
歯車が正確に運動を伝達でき、伝達比が必然であること、すなわち歯車が1回転中に回転角誤差が必然範囲を超えないことが请求される。
2、仕事の安靖性
歯車の伝達運動は安靖しており、衝撃、振動、騒音は小さいことが请求されている。これには、歯車の回転を制限する瞬間速率比の変化が小さく、つまり短周期内の回転角誤差を制限することが求められている。
3.打仗精度
歯車は動力を伝達する時、荷重散布の不均一により打仗応力を過大にし、歯面の初期摩耗を引き起こすため、歯車の動作時の歯面打仗は均一にし、必然の打仗面積と请求に合致する打仗地位を保証することが请求される。
4.歯側隙間
歯車伝動時、非作動歯面間に必然の隙間を残して、潤滑油を貯蔵し、温度、弾性変形による寸法変化と加工、組立時の誤差を補償することが请求される。
3
歯車の资料
歯車は操纵する作業前提に応じて適切な资料を選択しなければならない。歯車资料の選択は歯車の加工机能と寿命に间接的な影響を与える。
通俗的な歯車は中炭素鋼(例えば45鋼)と低炭素合金鋼、例えば20 Cr、40 Cr、20 CrMnTiなどを選択する。请求の高い主要な歯車は38 CrMoAlA窒化鋼を選択することができ、非伝達歯車は鋳鉄、布クランプ木料、ナイロンなどの资料を操纵することもできる。
4
歯車の熱処理
歯車加工では、目标に応じて2つの熱処理工程を手配します。
1.ブランク熱処理
歯ブランク加工の前後に事先熱処理の焼鈍または調質を手配し、その主な目标は鍛造と粗加工による残留応力を解消し、资料の切削能够性を改良し、総协力学机能を高めることである。
2.歯面熱処理
歯形加工後、歯面の硬度と耐摩耗性を高めるために、浸炭焼入れ、高周波誘導加熱焼入れ、炭素窒素共浸と窒素浸漬などの熱処理工程をよく行う。
5
はぐるまブランク
歯車のブランク情势には主に棒材、鍛造品、鋳造品がある。ロッドは、小型で構造が簡単で強度に対する请求が低い歯車に操纵されます。歯車に強度が高く、耐摩耗性と耐衝撃性が请求される場合、鍛造品を多用し、直径が400〜600 mmより大きい歯車は、よくブランクを鋳造する。
機械加工量を減らすために、大寸法、低精度歯車に対して、间接歯車歯を鋳造することができる、小サイズ、外形が複雑な歯車に対して、紧密鋳造、圧力鋳造、紧密鍛造、粉末冶金、熱間圧延、冷間押出などの新技術を用いて歯車歯を有する歯片を製造し、労働生産性を高め、原资料を節約する。
6
歯素材の機械加工スキームの選択
軸歯車とスリーブ歯車の歯ブランクについて、その加工過程は通俗の軸、スリーブと根基的に類似しており、ここでは主にディスク歯車ブランクの加工過程を討論する。歯ブランクの加工体例案は主に歯車のホイール構造と生産タイプに依存する。
1.大批生産されたブランク歯加工
大批に中寸法の歯片を加工する場合、「ドリルして1台以上の刃物車を引く」という技術计划を採用することが多い。
(1)ブランク外周及び端面地位決めによる穴あけ又は拡孔。
(2)引抜き穴。
(3)多刃半自動旋盤に穴をあけて地位決めする粗仕上げ車外円、端面、切り込み及び面取りなど。
このプロセススキームは、高効率任务機械を操纵してパイプラインまたは自動ラインを構成することができるため、生産効率が高い。
2.バッチ生産の歯片加工
歯のブランクを一括生産する場合、常に「車を引くと車を引く」という技術计划を採用する
(1)歯のブランクの外円または輪毅で地位決めし、精車外円、端面と内孔。
(2)引張孔(またはスプライン孔)を端面で撑持する。
(3)精車外円及び端面等を穴で地位決めする。
このスキームは、横型旋盤またはタレット旋盤およびドローダウンによって実現することができる。その特徴は加工品質が安靖しており、生産効率が高いことである。
歯ブランク孔に段差や端面に溝がある場合は、タレット旋盤上のマルチカッターを非常に操纵してマルチステーション加工を行い、タレット旋盤上で一度に歯ブランクの加工を完了することができる。
7
歯車加工体例
歯車リングの歯形加工は歯車加工全部の焦点である。歯車加工には多くの工程があり、これらは歯形加工のためのものであり、最終的に精度の请求に合った歯車を得ることを目标としている。
加工道理によれば、歯形は成形法と展成法に分けることができる。成形法は、切削歯、引張歯、成形研磨歯など、被切削歯車の歯溝外形に合った成形东西を用いて歯面を切り出す体例である。
エキスパンド法は、歯車东西とワークとが歯車対の噛合関係に基づいて運動して歯面を切り出す体例であり、例えば、転歯、挿歯、剃歯、研磨歯、ホーニング歯などがある。
歯形加工计划の選択は、主に歯車の精度等級、構造外形、生産タイプ及び生産前提に依存し、異なる精度等級の歯車に対して、よく使われる歯形加工计划は以下の通りである:
(1)8段精度以下の歯車
調質歯車は転歯や挿歯で请求を満たすことができる。焼き入れ歯車には、歯―歯端加工―焼き入れ―補正穴の加工计划を採用することができる。しかし、焼入れ前歯形加工の精度は1段向上しなければならない。
(2)6−7段精度歯車
软化焼入歯車には、粗転歯−精転歯−歯端加工−精剃歯−外表焼入れ−補正基準−ホーニング歯を採用することができる。
(3)5段精度以上の歯車
通俗的に採用されている:粗転歯−精転歯−歯端加工−焼入れ−補正基準−粗磨歯−精磨歯。研磨歯は現在の歯形加工の中で最も精度が高く、外表粗さ値が最も小さい加工体例であり、最高精度は3-4級に達することができる。
1.フライス歯
歯車精度レベル:9段以下
歯面粗さRa:6.3 ~ 3.2μm
適用範囲:単品补缀生産中、加工低精度の外円筒歯車、ラック、ベベル歯車、ウォームホイール
2.歯を引っ張る
歯車精度レベル:7段
歯面粗さRa:1.6 ~ 0.4μm
適用範囲:大批に7段内歯車を生産し、外歯車ブローチの製造が複雑であるため、少ない操纵
3.歯転がり
歯車精度レベル:8 ~ 7段
歯面粗さRa:3.2 ~ 1.6μm
適用範囲:各種量産中、加工中の中質量外円筒歯車及びウォームホイール
4.差込歯
歯車精度レベル:8 ~ 7段
歯面粗さRa:1.6μm
適用範囲:各種量産中、加工中の中品質の内、外円筒歯車、多連歯車及び小型ラック
5.転(または挿し)歯−焼入れ−ホーニング歯
歯車精度レベル:8 ~ 7段
歯面粗さRa:0.8 ~ 0.4μm
適用範囲:歯面焼入れ用歯車
6.ホブ―シェービング
歯車精度レベル:7 ~ 6段
歯面粗さRa:0.8 ~ 0.4μm
適用範囲:主に大批生産用
7.ホブ−シェービング−焼入れ−ホーニング
歯車精度レベル:7 ~ 6段
歯面粗さRa:0.4 ~ 0.2μm
適用範囲:主に大批生産用
8.ホブ歯―焼入れ―研磨歯
歯車精度レベル:6 ~ 3段
歯面粗さRa:0.4 ~ 0.2μm
適用範囲:高精度歯車の歯面加工に用いられ、生産性が低く、コストが高い
9.ホブ―歯磨き
歯車精度レベル:6 ~ 3段
歯面粗さRa:0.4 ~ 0.2μm
適用範囲:高精度歯車の歯面加工に用いられ、生産性が低く、コストが高い
8
歯先の加工
歯車の歯端加工には、逆円、逆尖、面取り、バリ取りなどの体例があり、下図に示す。逆円、逆尖後の歯車はシフト時に人の噛合状態に入りやすく、衝突現象を減少させる。面取りは歯端の尖ったエッジとバリを撤除することができる。
歯先加工
a)逆円b)逆尖c)面取り
下図は、フィンガーフライスを用いて歯端を逆円にする加工の形式図である。逆円時、フライスは高速回転し、円弧に沿って揺動し、1つの歯を加工した後、ワークはフライスから加入し、朋分を経てさらに高速にフライスに次の歯の歯端を加工する。歯端加工は歯車の焼入れ前に行わなければならず、凡是は歯を転がし(挿し)た後、歯を剃る前に歯端加工を手配しなければならない。
歯端逆円
9
直歯円筒歯車加工プロセス
こうせいどはぐるま
1.ブランク鍛造
2.正火熱処理
3.粗車の外形、各所の加工残量2 mm
アンカーデータム:外側の円と端面
4.精車各所、内孔至Φ84.8 H 7、長さは研削残量0.2 mmを残し、残りは寸法まで
アンカーデータム:外側の円と端面
5.検査
6.歯面を転がして切り、歯残り0.25~0.3 mm
地位決め基準:内穴と端面A
7.面取り
地位決め基準:内穴と端面A
8.仕上げバリ取り
9.歯面高周波焼入れHRC 52
10.キー溝を挿す
地位決め基準:内穴と端面A
11.研磨による大端面A
地位決め基準:内側穴
12.B面から全長に研削する
地位決め基準:端面A
13.内孔を研磨するφ85H5
地位決め基準:内穴と端面A
14.歯面研削
地位決め基準:内穴と端面A
15.検査
10.歯車加工プロセスの阐发
1.地位決め基準の選択
歯車地位決め基準の選択は、歯車の構造外形によって異なることが多い。シャフト付き歯車は主にトップ地位決めを採用し、孔径が大きい場合はテーパプラグを採用する。トップ地位決めの精度が高く、基準の統一が能够です。穴付き歯車は加工歯面において常に以下の2種類の地位決め、クランプ体例を採用している。
(1)内孔と端面の地位決めはワーク内孔と端面を結合して地位決めし、歯車中间と軸标的目标地位を確定し、地位決め端面に面するクランプ体例を採用する。この体例は地位決め基準、設計基準、組立基準と測定基準を分歧させることができ、地位決め精度が高く、量産に適している。しかし、治具の製造精度には高い请求がある。
(2)外円と端面地位決めワークと治具マンドレルの嵌合隙間が大きく、ダイヤルゲージで外円を補正して中间の地位を決定し、端面で地位決めする、他端面からクランプを施す。この体例はワークごとに校订しなければならないので、生産効率が低い、それは歯ブランクの内、外円同軸度に対して高い请求があり、治具の精度に対する请求が高くないので、単品、小ロット生産に適している。
2.歯車ブランクの加工
歯面加工前の歯車ブランク加工は、歯車加工技術全部の過程で主要な地位を占めている。歯面加工と検査に用いられる基準はこの段階で加工しなければならないからである。生産性を高めることからも、歯車の加工品質を保証することからも、歯車ブランクの加工を重視しなければならない。
歯車の技術请求の中で、歯厚の検出は歯頂円を測定基準としているため、歯頂円の寸法精度请求に注重しなければならない。歯頂円の精度が低すぎて、測定された歯厚値は歯側隙間の大きさを正確に反应できない。
したがって、このプロセスでは、次の3つの問題に注重してください。
(1)歯先円直径を測定基準とする場合、歯先円の寸法精度を厳格に制御すること
(2)地位決め端面と地位決め穴または外円の彼此の垂直度を保証する
(3)歯車内孔の製造精度を高め、治具マンドレルとの嵌合隙間を小さくする


