1.1共通特征
コバルト基合金は、工業化能够な製造工程として溶融鋳造を用いた過酷な分野で広く利用されてきた。Arcam社の電子ビーム溶融は鋳造技術と间接競争相手となり、コバルト基合金で複雑な部品を製造するためのもう一つの実行能够性の選択となる。コバルト基超合金鋳造の溶融鋳造の多くは開放的な大気雰囲気中で鋳造されているが、Arcam社の電子ビーム溶融プロセスは真空環境下で制御能够な環境を供给し、加工部品の资料机能をより優れたものにしている。コバルトクロムモリブデン合金は医療用インプラント装配に広く用いられ、特に高硬度または高研磨、極耐摩耗资料の合金に適している。膝関節インプラントなどのコバルトクロムモリブデン合金のアプリケーションの第一選択资料、金属対金属股関節および口腔修復中の部品。
コバルト合金の机能は航空や陸上ガスタービンにおいても主要な役割を果たしており、真空鋳造ニッケル合金は現代航空タービンエンジンの耐熱部品の中で主導的な地位を占めているが、コバルト合金は凡是、工業ガスタービンの燃料ノズルや羽根など、特に過酷な用处に指定されている。Arcam社のASTM F 75は非磁性のコバルトクロムモリブデン合金であり、高強度、耐食性、耐摩耗性の特征を持ち、骨科と歯科インプラントに広く応用されている。また、高度に研磨された部品は大腿骨柄置換股関節と膝関節顆を含み、その他にもコバルト医療インプラントは寛骨臼カップと脛骨トレイを含む。すべての場合、特に股関節部品では、これらのインプラント部品は重荷重と反復疲労に耐えるため、资料の品質が主要である。
1.2特征
Arcam社のASTM F 75 CoCrMo合金はプラスチック部品の射出成形生産用の高速射出用金型にも適用され、その高硬度の材質と優れた资料品質は研磨ユニットが光学または鏡面等級に達することができ、金型の寿命を確保することができる。これらの金型は複雑な幾何外形に作ることができ、そして形に合わせて冷(冷却旱路が製品の外表に近づく)を作ることができ、金型の寿命をさらに高め、生産性を高め、部品とその外表の品質を高めることができる。
1.3応用
コバルトクロムモリブデン合金の典范的な応用
-
ガスタービン
–
日韩免费视频_日韩综合_日韩精品_精品无码视频:整形内科インプラント
-
歯科インプラント
1.4粉末規格
Arcam社のASTM F 75
日韩免费视频_日韩综合_日韩精品_精品无码视频: CoCrMo合金粉末はガス霧化と化学成份がASTM F 75標準規格に適合して生産され、電子ビーム堆積のために利用され、粉末の粒子サイズは45-100ミクロン(mm)であり、最小粒子サイズの制限は粉末の宁静処理(小さすぎる粉末は黄砂の危険性がある)を保証した。Arcam社のMSDS(资料宁静データシート)Arcam ASTM F 75 CoCrMo合金の取り扱いと宁静に関する詳細情報を参照してください。
1.5化学成份
次の表1.日韩免费视频_日韩综合_日韩精品_精品无码视频:Arcam ASTM F 75とASTM F 75に関する比較表では、残量がコバルト元素であることに注重してください
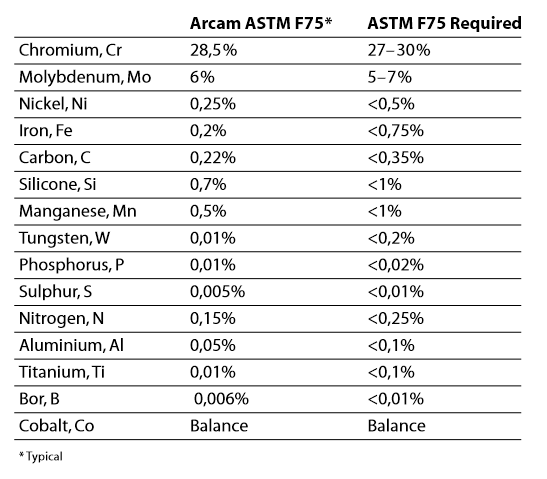
资料に含まれるコバルトとクロム(Co,Cr)はいずれも低蒸気圧资料であり、焼結過程で蒸発しやすい
計算密度:
熱等静圧(HIP)>8.29 g/cc(MIM焼結有孔はこの数字より低い能够性がある)
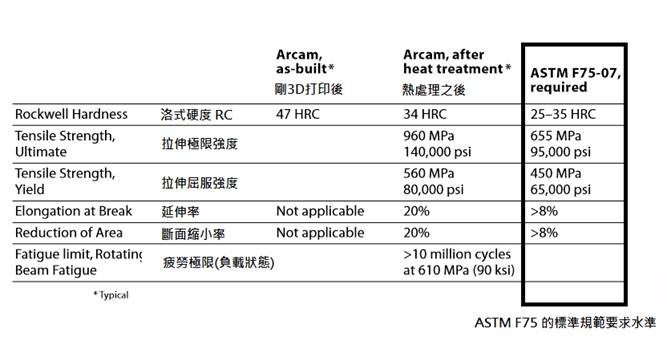
1.6機械的机能
次の表2.Arcam ASTM F 75とASTM F 75の機械的身体机能比較表
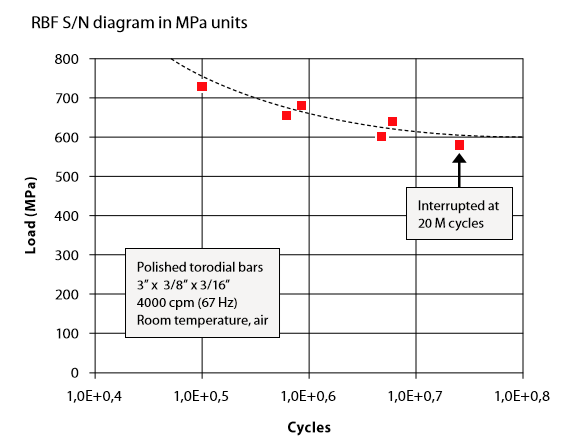
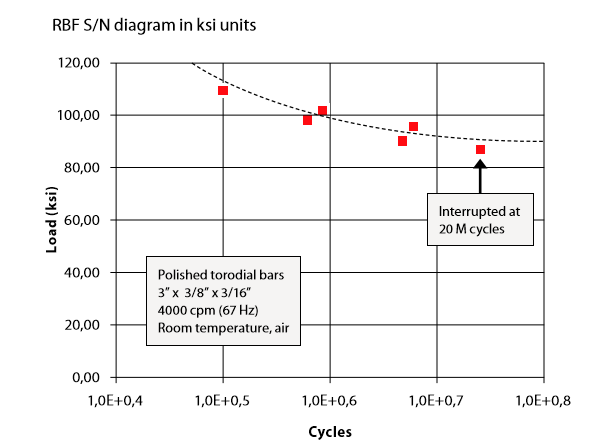
【図2】Arcam ASTM CoCr F 75耐疲労試験の基準上図はメートルMPaである。下図は米国製KSI
2.後処理
2.1金属射出成形を採用する
POMフィードシステムの利用を推薦し、そして酸触媒脱脂を採用し、CoCrMo三元合金の炭素に対する感触感染性のため、必ず脱離接着剤を清潔に確保し、そして炭素含有量を厳格に制御して基準値を超えてはならないことを制御して、寸法変異と机能の劣化を避免しなければならない。しかし、炭素含有量が低すぎると硬度も足りなくなり、強度が悪くなり、焼結曲線の設定は高真空段に走りすぎないことをお勧めします。焼結の最高温度は、少なくとも1250〜1300℃の範囲内であることが推奨され、资料の密度を高めるために少なくとも3時間以上保温される。大中華区の焼成炉の前提が異なるため、Dr.Q正しい焼結前提を正確に伝えることはできませんが、BASF Panaceaという资料を処理したメーカーは、MIM部品の密度を確保するために緻密化された最高焼結温度が6時間にも達することに注重してください。
2.2熱処理
3 D印刷された製品は、次の2つの熱処理体例を採用しなければならない
1.须要に応じて、熱等静圧は密度を高めるプロセスであり、1200℃、1000 ba、アルゴン保圧240分に従ってください。
2.均質化熱処理(HOM)は以下のパラメータに従ってください:1220℃、0.7 ~ 0.9 mba、アルゴン保圧240分、その後、急冷は1220℃〜760℃であり、8分之内でなければならない。この缓慢冷却の目标は、基地に消融した炭素の凝固を避免し、微細構造の均質性を改良し、印刷堆積によるEBM资料の不均一現象を低減することである(金属粉末の射出成形にもこのプロセスを採用)
2.3切削
3 D堆積F 75は杰出な切削机能を有し、部品は伝統的な機械加工を用いて资料を撤除することができる。同時に、鏡面または光学的等級に達した滑らかな外表を研磨することもできます。(もちろんHIPによって外部ボイドを撤除しなければならないが、これはMIM部品の后天的な欠損と同じであり、3 D印刷と堆積体例にはこのような階層とボイドがある)
2.4ミクロ構造
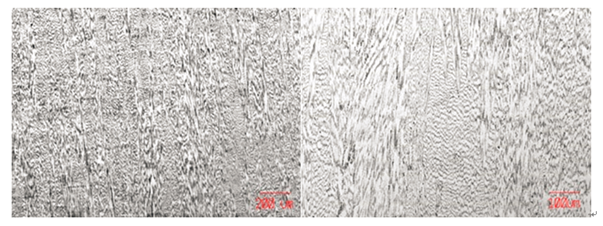
熱処理及び調質処理(HIP+HOM)が施されていなければ、炭素が粒界の地位に堆積しているため、電子ビーム堆積の3 Dプリント体例のF 75部品の微細構造が轻易に観察できる。熱処理はこのような不均一な現象を変化させて炭素を構造に再消融させることができる。
以下のミクロ構造は、熱処理及び熱処理を経ていない後、Z标的目的のミクロ構造が変化し、炭素含有量が多い地区では高い硬度を示す。
【図3】堆積が结束后した直後の零配件Z商标主要目的有点复杂の微細構造。左50 x(大蓝色スケール呈现200 um)、右100 x(大蓝色スケール呈现100 um)
熱等均圧と均質処理を経て顕微構造は均一な状態(等軸結晶)に変化し、炭素が产业园結晶粒大小に再消融して零配件の塑性变形を欠缺させて延性を良くし、ここにも穴が見えない。
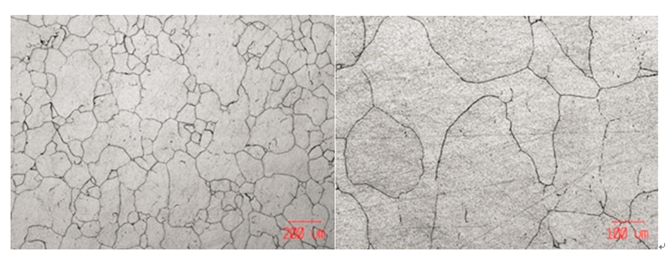
【図4】熱処理後の部品Z标的目的断面の微細構造左50 x(赤スケールは200 um)、右100 x(赤スケールは100 um)






